








1 数控落料作业标准
1.1 数控落料对板材厚度的一般规定
(1)普通Q235 板材,厚度规格一般为1mm、1.2mm、1.5mm、2mm。(如有批量大、特殊件,材料厚度可放宽到3mm,但需要开相应规格的模具)
(2)由于TruPunch1000 设备工作台面尺寸大小限制,数控落料的板材外形尺寸需小于1100mm(W)*2450mm(L)
(3)制定生产工艺流程时,对板材一般遵守的规则为:铁板、铝板符合以上条件的尽量上数控冲,不锈钢板即使符合以上要求也尽量不要上数控冲(由于不锈钢的塑形特性,对模具要求非常高)。
1.2 数控落料对工件外形的一般规定
(1)外形不能有大于R5 以上的弧形,开角处要45°、90°;
(2)必须由数控冲完成的工艺:百页窗,滚筋、冲筋、滚筋、冲凸攻丝孔。(一般需要相应的模具)
1.3 不可进行数控落料的工件外形的一般规定
(1)Φ15 以下圆孔、六边孔及特殊的异形孔
(2)5mm以下的腰孔。
1.4 数冲用图注意
数控冲下料对板材的正反面有一定的影响,决定了产品的美观性,如果图纸转换不好会存在毛刺在正面的情况,严重影响外观和延长打磨时间,数冲用图要求图面是零件的正面,避免毛刺出现在正面的情况,如有反面印记可以不考虑。
2 激光切割的作业标准
激光切割,不需要额外添加模具,加工精度高。但能耗大,单位工时费用高。为了合理地利用激光切割机,提高激光切割机的使用寿命,建立如下作业标准:
2.1 切割能力
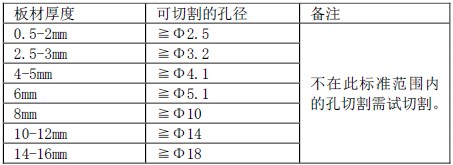
(1)铁板厚度≤10mm(如需切割12mm-16mm 的板材需试切割确定)
(2)不锈钢板厚度≤6mm(如需切割8mm-12mm 的板材需试切割确定)
(3)切割铝板厚度≤8mm(如需切割10mm-16mm 的板材需试切割确定)
(4)切割板材外形尺寸≤2000mm*4000mm
(5)对切割孔径的要求:

2.2 上激光切割时一些注意点
(1)根据不同客户产品的经济价值决定是否使用激光切割。
经济价值较高的产品应多考虑上激光切割,反之则尽可能少的考虑。
(2)根据展开图的外形特点及数量考虑是否上激光切割。
外形简单的产品应尽可能不上激光切割;批量大、品种单一的产品应考虑不用激光切割。
(3)外形复杂的工件,考虑用激光切割。
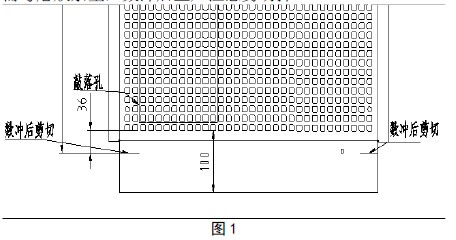
(4)必需激光和数冲结合的零件,要考虑夹钳和冲头的安全距离(安全距离为100mm),零件边到孔边距低于安全距离需放余量,保证零件边到孔边距100mm 以上。编程人员需考虑放余量,数冲后生产注意剪切掉。
2.3 激光切割用展开图要求
(1)激光印记在图面的正面。
(2)花纹板必须把花纹面放在反面。
2.4 激光切割的特殊工艺
2.4.1 敲落孔
方便客户使用时轻松敲落,其余表面不变形(客户有特定要求的除外),敲落孔预留连接2mm,不能太大;预留连接点的数量根据敲落孔的尺寸确定;
2.4.2 激光印记线
为方便折弯工人折弯及焊接定位,减少工人手工划线,提高。
产品精度及生产效率,技术人员应加强激光印记的使用。针对什么情况下需要增加印记及如何增加印记,制订如下规范,供参考。
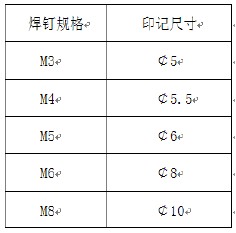
(1)焊钉及打孔攻丝激光刻线:焊钉必须用圆与十字线定位,十字激光线长度为3mm*3mm,圆尺寸即为焊钉底部凸台外径;
(2)沉孔:需将沉孔外形用激光刻印记线,方便操作人员一次加工到位;
(3)钻孔:小于板厚的孔径使用十字刻线定位,激光线印记线长度3mm*3mm;
(4)折弯线激光定位线:根据折弯机喉口深度确定,当需折弯尺寸大于喉口深度或折弯边线是异形状态,不好靠挡块时,考虑加刻激光印记线,激光印记线长度一般为20~50mm,方便折弯操作人员识别即可;特殊情况下,反面需折弯时考虑割缝,激光割缝切口一般长度0.5-2mm;
(5)用折弯的方法达成的卷圆:需在卷圆的起点到终点的区间刻线,长度为10-20mm,中间部分为每隔8-10mm 均等刻线,有专用模具或由卷圆机卷圆的除外(R85 圆弧有专用模具压出,但起始处需刻线);
(6)边线很小或异形边线:无法使用挡块测量时,需刻激光印记线;
(7)穿孔定位:当正面需刻印记反面仍需定位时,此时需穿孔定位;
(8)焊接件定位:不好测量的圆弧及异形件焊接时需激光印记定位。
【速加声明】本文来源于互联网转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。此篇文章版权归原作者所有,内容为作者个人观点,速加网只提供参考并不构成任何投资及应用建议,如需转载,请联系原来源。速加网致力于为您提供有态度、有温度、有高度的内容资讯。

