








刀架是车床的一种最简单的自动换刀装置,也是一个非常重要的部件。刀架的结构形式一般为回转式,刀具沿圆周方向安装在刀架上,可以安装径向车刀、轴向车刀、钻头、镗刀。车削加工中心还可安装轴向铣刀、径向铣刀。少数数控车床的刀架为直排式,刀具沿一条直线安装。下面,速加网小编就和大家介绍一下车床跟刀架使用方法及刀架的安装方法,一起来了解一下吧!
车床跟刀架使用方法:
1、中心架固定在床身导轨上使用,有三个独立移动的支承爪,并可用紧固螺钉预以固定。使用时,将工件安装在前、后顶尖上,先在工件支承部位精车一段光滑表面,再将中心架固紧于导轨的适当位置,最后调整三个支承爪,使之与工件支承面接触,并调整至松紧适宜。
2、使用中心架能提高工件车削过程中的剐性,但由于工件分两段车削,因此工件中间有接刀痕迹。车床对于不允许有接刀的工件,应采用跟刀架的方法。车床跟刀架固定在床鞍上,和车刀一起作纵向运动。
3、跟刀架固定在大拖板侧面上,随刀架纵向运动。跟刀架有两个支承爪,紧跟在车刀后面起辅助支承作用。因此,跟刀架主要用于细长光轴的加工。使用跟刀架需先在工件右端车削一段外圆,根据外圆调整两支承爪的位置和松紧,然后即可车削光轴的全长。使用中心架和跟刀架时,工件转速不宜过高,并需对支承爪加注机油滑润。
4、跟车床刀架有两爪和三爪之分。车床采用两爪跟刀架时,车刀给工件的切削抗力使工件紧贴在跟刀架的两个支撑上。车床但实际使用时,工件本身有一个向下的重力,会使工件自然弯曲,因此,车削时工件往往因离心力瞬时离开支撑爪,接触支撑爪而产生振动。车床所以在车削细长轴时,最好使用三爪跟刀架,因为使用三个支撑爪的跟刀架,能使工件上、下、前、后均不能移动,车削稳定,不易产生振动。
5、使用跟刀架时,一定要注意支撑爪对工件的支撑要松紧适当,若太松,起不到提高刚性的作用,若太紧则影响工件的形状精度,车出的工件呈“竹节形”。车床车削过程中,要经常检查支撑爪的松紧程度,进行必要的调整。
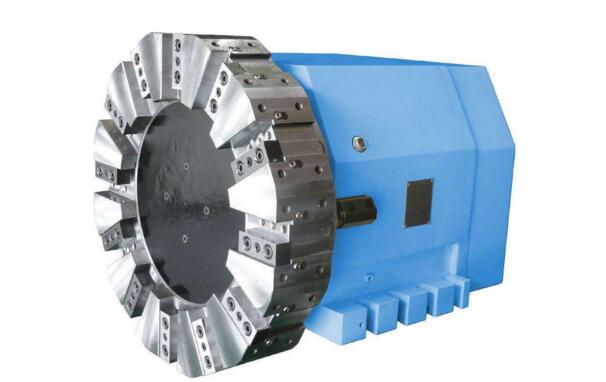
回转刀架是数控车床最常用的一种典型换刀刀架,一般通过液压系统或电气来实现机床的自动换刀动作,根据加工要求可设计成四方、六方刀架或圆盘式刀架,并相应地安装4把、6把或更多的刀具。排刀式刀架和回转刀架所安装的刀具都不可能太多,即使是装备两个刀架,对刀具的数目也有一定限制。当由于某种原因需要数量较多的刀具时,应采用带刀库的自动换刀装置。
刀架的安装方法:
1、垂直刀架安装
(1)拆开刀架上的导轨镶条和压板,清洗导轨及加工面,检查导轨面应完好无锈蚀。
(2)左、右垂直刀架分别吊装安于横梁上,在导轨面上抹上润滑油,刀架移动传动的齿轮应对正横梁装配孔,装上压板、镶条,调整导轨间隙。
(3)装好垂直刀架升降的底轴,拆除平衡锤的压紧构件,使平衡锤起配重平衡作用。
2、侧刀架安装
(1)拆下镶条、压板,清洗导轨及其他加工面,检查无缺陷后抹上润滑油。
(2)刀架与配重的连接件,如轴承、滑轮(或链轮)、轮轴、吊挂钢索或链子等,洗去防护油漆。
(3)在石立校正面F部放上方木,探洁立校导轨面,抹上润滑油,将侧刀架吊乎正,缓缓靠近立校正面导轨,安上镶条、压板,初步调好导轨间隙,连接升降机构。
(4)将配重和侧刀架连接起来,用手摇操作刀架上升,检查有无卡阻现象,拆除方木。
【速加声明】本文来源于互联网转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。此篇文章版权归原作者所有,内容为作者个人观点,速加网只提供参考并不构成任何投资及应用建议,如需转载,请联系原来源。速加网致力于为您提供有态度、有温度、有高度的内容资讯。

